

Technologie
Räder 1X1 - Technische Grundlagen und Details
Oft völlig selbstverständlich, steigt man in sein Auto ein und denkt gar nicht daran, wer es denn trägt. Salopp gesagt sind die Räder jeden Autos die Füße und die sind bekanntlich das Wichtigste zum Thema der Haltung. Steht ein Fuß schief oder ist gar verletzt, bedeutet es nach oben hin eine durchgehende Veränderung der Geometrie, denn der menschliche Körper versucht die meisten Fehler auszugleichen – beim Menschen, wie auch beim Auto heißt das einseitiger Verschleiß, Beschädigungen, Gefahr für andere und den Fahrer.
Aus diesem Grund verschreibt sich AEZ, Premiumhersteller von Leichtmetallrädern, den allerhöchsten Qualitätsansprüchen. Diese entsprechen nicht nur den so und so schon rigorosen gesetzlichen Vorschriften, nein, sie übertreffen diese sogar, und das um viel. ALCAR steht für höchste Qualität und größtmögliche Sicherheit.




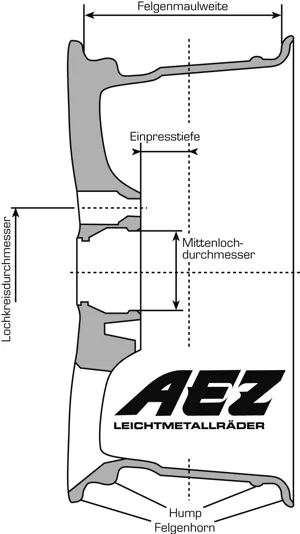
Lochkreisdurchmesser/Lochanzahl
gibt an, in welchem Durchmesser die Montagebohrungen an der Radnabe des betreffenden PKW bzw. wie viele angebracht sind.
Mittenlochdurchmesser
Um flexibel zu bleiben verwendet AEZ Reduktionsringe, sodass mit einer Bohrung in der Felge mehrere Mittenlochdurchmesser realisiert werden können (Basic Ring System).
Einpresstiefe
ist die Distanz von der Anlagefläche des Rades zur gedachten Mitte des Rades. Dieses Maß ist sehr wichtig, da es ausschlaggebend für die Lage des Rades am PKW ist.
Felgenmaulweite
ist der innere Abstand der beiden Felgenhörnen.
Die Felgenmaulweite drückt gleichzeitig die Nennbreite der Felge aus.
Hump
Dieser verhindert bei starken Seitenkräften (z.B. Kurvenfahrt) ein Abrutschen des Reifens auf der Felge, und somit einen plötzlichen Luftdruckverlust. Es gibt verschiedene Ausführungen.
Beispiel: 7,5Jx17H2
| 7,5 | Nennbreite (Felgenmaulweite) |
| J | Größe d. Felgenhorns |
| 17 | Nenndurchmesser d. Felge |
| H2 | Doppelhump (jeweilige Humpausführung) |
Einteilige Räder
Von einem einteiligen Rad spricht man, wenn Felgenstern und Felgenbett aus einem Teil gefertigt werden. Produziert wird ein Rad entweder durch einen Guss,- oder einen Schmiedeprozess. Das einteilige Rad ist der am meisten verbreitete Typ von Alu-Rädern.
Guss
Bei Rädern verwendet man den sogenannten Kokillenguss. Bei diesem Gussprozess unterscheidet man grundsätzlich zwischen Schwerkraft (Gravity),- und Niederdruckguss (Low pressure). In beiden Fällen wird die sogenannte Kokille (Form) mit einer geschmolzenen Aluminiumlegierung gefüllt.
Nachdem das Rad gegossen ist, wird die Form entfernt und das Rad fertig gestellt. Eine Kokille wird aus Stahl hergestellt und kann durchschnittlich 50.000 - 80.000 mal für ein Raddesign verwendet werden.
Radmodellentwicklung
Die Geschichte eines Rades beginnt mit der Designidee. Es wird ein Designlastenheft entwickelt welches die grundsätzliche Definition und optische Vorstellung des Designs und den technischen Aufbau des Rades beinhaltet.
Radspannungstest
Die enormen Belastungen - welche in der Realität eigentlich niemals erreicht werden können - werden mittels Computersimulation auf das 3D-Radmodell aufgebracht und die Spannungen und Verformungen berechnet. Dieser Prozess besteht aus 3 Schritten und bildet die Basis zur Umsetzung eines neuen Raddesigns.
· Radspannungstest
· Speichen Verformung
· Finale Radprüfung
Die Analyse der Radveränderung wird mit Computern farblich unterschiedlich dargestellt. Bereiche mit der größten Spannungsbelastung werden rot dargestellt, während Bereiche ohne jegliche Belastung grün dargestellt werden.Alle Produkte von AEZ werden in der Entwicklung enormen Belastungen ausgelegt, um nichts dem Zufall zu überlassen. Dies bedeutet Sicherheit für den Fahrer und garantiert uns, nur qualitativ hochwertigste Produkte herzustellen.
JEDES Rad der Marke AEZ, DOTZ und DEZENT ist selbstverständlich TÜV geprüft und gewährleistet somit über Jahre höchste Qualität und Sicherheit im Straßenverkehr. Die wichtigsten TÜV- Prüfungen sind:
Umlaufbiegeversuch:
Hier werden die Seitenkräfte simuliert, die bei Kurvenfahrt das Rad beanspruchen. Jedes Leichtmetallrad wird auf dem Prüfstand mit einem Spannring am inneren Felgenhorn starr aufgespannt und über die Radanschlussfläche mit einem umlaufenden Biegemoment beansprucht.
Abrollprüfung:
In diesem Versuch wird die Beanspruchung des Rades bei Geradeausfahrt oder Kurvenfahrt simuliert.
Impact Test:
Dieser Test simuliert den Kontakt mit einer Bordsteinkante. Hierbei wird mit einen keilförmigen Hammer einmal auf die Speiche und einmal auf das Ventil geschlagen.
Fahrversuch:
Beim Fahrversuch wird jedes am Markt befindliche Fahrzeug mit den verschiedenen Rädern geprüft. Hierbei werden Einpresstiefen, Reifen und Auflagen festgelegt.
Dank SRC-Lackierung sind ALCAR-Leichtmetallräder immer perfekt geschützt
Mit Leichtmetallrädern von ALCAR sind Autofahrer immer perfekt gestylt unterwegs. Die hochwertige und innovative SRC-Lackierung gewährleistet dabei, dass die Felgen auch nach vielen Jahren noch top aussehen. Zwar rostet selbst blankes Aluminium nicht im klassischen Sinne wie Eisen oder Stahl, durch Oxidationsprozesse bildet sich jedoch sehr schnell eine unattraktive, graue Schicht. Deshalb stärkt die SRC-Lackierung die „natürlichen Abwehrkräfte“ des Rades gegen Streusalz, intensive Sonne und kleine Kratzer.
Der Name steht für „Salt & Sun Resistant“ während der Buchstabe C auf die Versiegelungsschicht (coating) verweist – Grundierungsschicht, Farbschicht, Deck- oder Versiegelungsschicht. Als Grundierung jeder Felge kommt stets ein ultrafester Pulverlack in Schwarz oder Hellgrau zum Einsatz, der elektrostatisch aufgebracht und dann bei 210 Grad über 45 Minuten „festgebacken“ wird. Als eigentlicher „Farbträger“ wird dann ein moderner Nasslack appliziert, der weitere 40 Minuten Trockenzeit bei 180 Grad beansprucht. Als transparente Versiegelung und erste Barriere gegen Umwelteinflüsse folgen schließlich noch bis zu zwei hochwertige, ultrafeste Klarlacke.
Vorbereitung ist alles
Im Rahmen der neuen SRC-Technologie, hat ALCAR auch in der Vorbehandlung wesentliche Verbesserungen durchgeführt. Durch den Einsatz neuer Chemikalien in Zusammenhang mit einer neuen Dosier- und Kontrolltechnik wurde die Anlage weiter modernisiert. Somit konnten alle darauffolgenden Lackierprozesse zusätzlich optimiert werden. Das Ziel, die Lackierungsqualität auf ein Top-Level des OE-Standards zu bringen, wurde vollumfänglich erfüllt.
Höchste Qualitätsstandards
Wie gut die Leichtmetallräder dank SRC geschützt sind, zeigen z. B. der Salzsprühnebeltest mit eingeritzter Oberfläche nach CASS-Standard und die Tatsache, dass alle Lacke zusätzlich im Voraus von externen, unabhängigen Labors nach der ECE-R124-Regelung auf ihre Korrosionsbeständigkeit geprüft werden. Bei den Tests handelt es sich um ein über 300 Stunden währendes Martyrium in einer „Hölle“ aus Steinschlag, Salz, Essigsäure und Kupferchlorid.
Felsenfest
Um zu prüfen, ob die Lackschichten felsenfest auf dem Untergrund sitzen, erfolgt als weitere Maßnahme der genormte Gitterschnitttest. Hierbei werden mehrere parallele Schnitte bis auf den Untergrund gesetzt, die im rechten Winkel von weiteren Schnitten gekreuzt werden. Nun wird die Oberfläche mehrmals mit einer Bürste bestrichen, wobei möglichst nichts abplatzen sollte. Um sicherzustellen, dass die aufgrund der Testverfahren erreichten SRC-Qualitätsstandards von jedem einzelnen Rad der Serie erreicht werden, erfolgen bei jedem Erzeugnis visuelle Kontrollen und Schichtstärkenmessungen: Denn sicher ist sicher – und bleibt ein Radleben lang „Salt & Sun Resistant“.
Aufgrund von Anfragen folgender Hinweis:
Eine nachträgliche mechanische Bearbeitung und/oder thermische Behandlung ist nicht zulässig. Ein solches Rad entspricht nicht mehr der geprüften Version und führt bei Montage auf einem Fahrzeug zum Erlöschen der Betriebserlaubnis!
)
)
)